3Dcase
Print or have your case printed
Bottom case
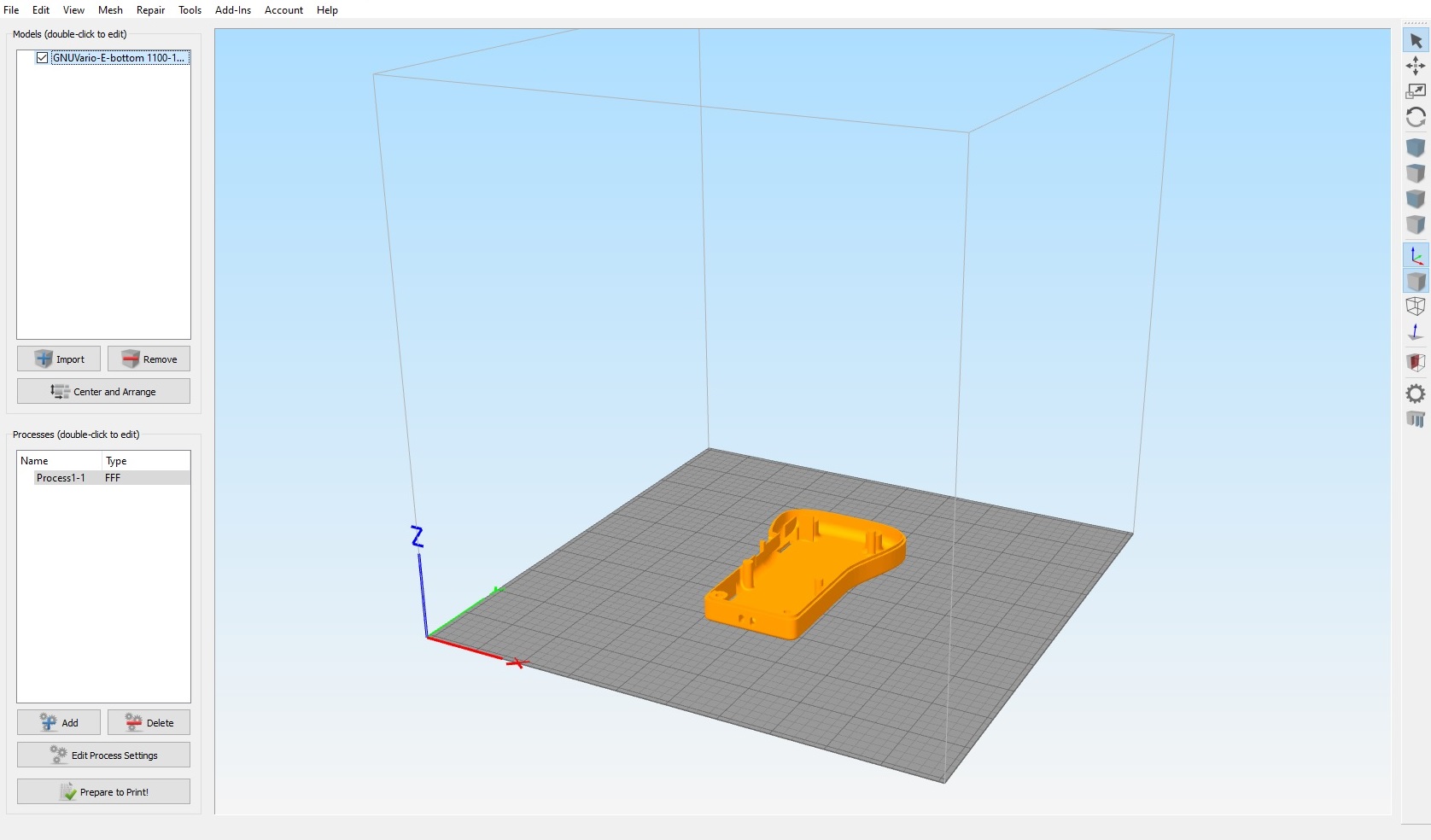
Once your file has been loaded into simplify3d, you will be able to change the profile settings to optimize printing.
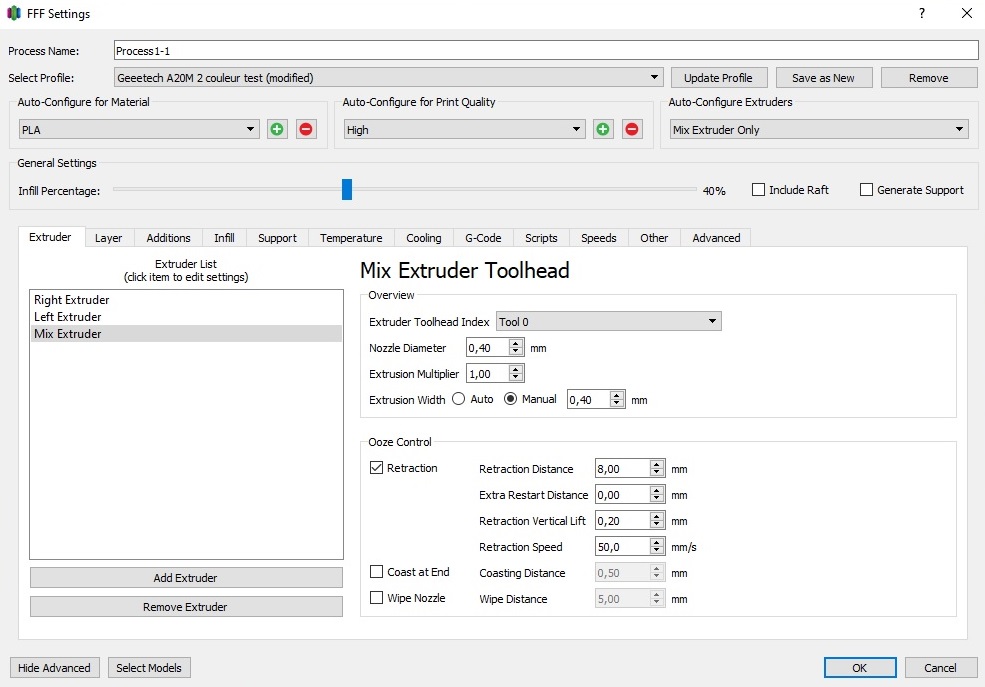
“Extruder” tab:
The distance and speed of retraction will depend on your printer. The vertical retraction elevator allows the nozzle to be lifted a little after a retraction and thus avoid touching the part during a movement.
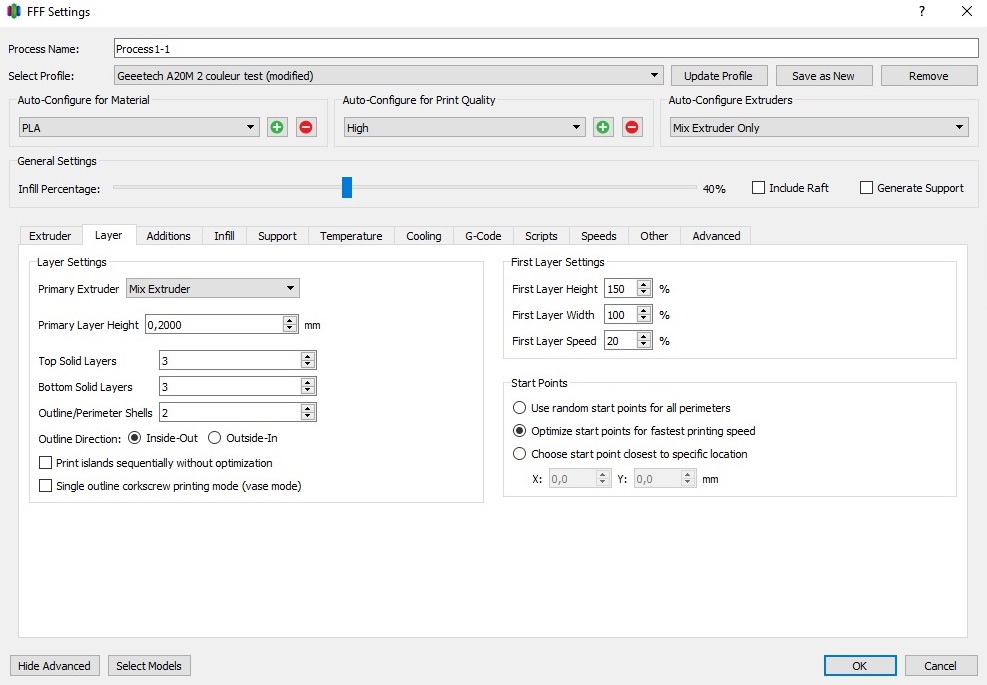
“Layer” tab
For this part, 0.2mm layers are a good compromise between speed and print quality. With a first layer height of 150%, the first layer will be 0.3mm. A speed of 20% compared to the overall printing speed allows good grip, in particular screw and strap turns.
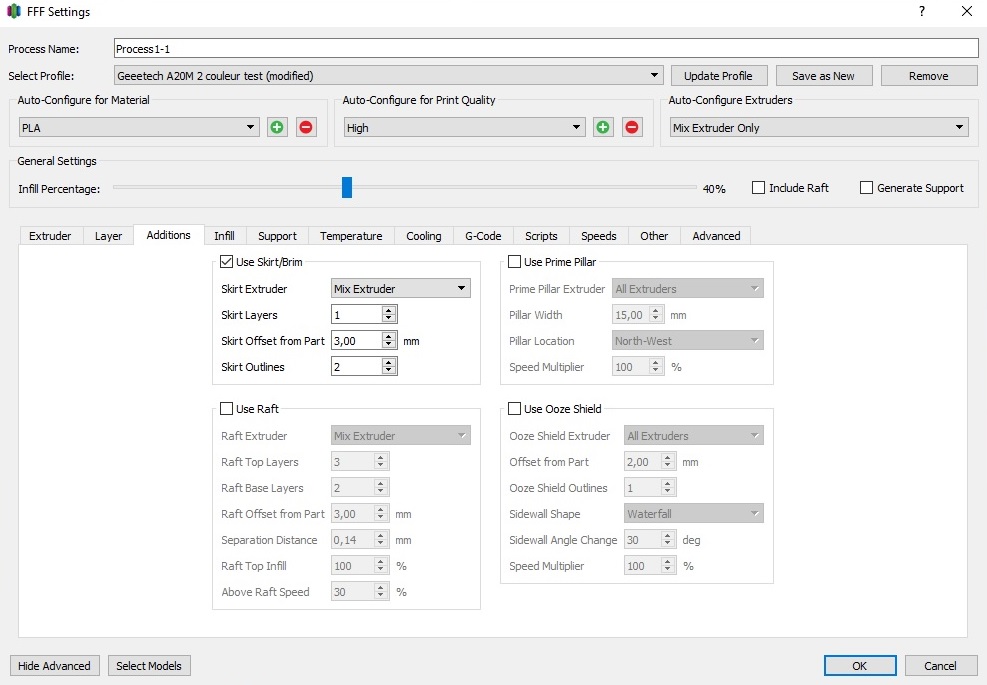
“Additions” tab
Adding a skirt around the case, just to purge the nozzle.
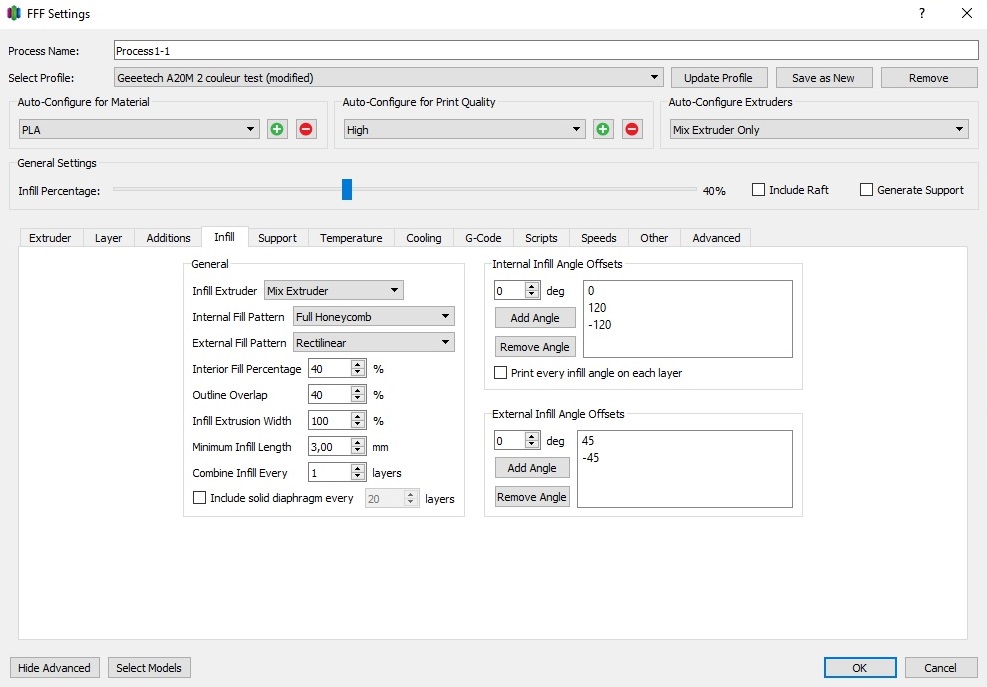
“Infill” tab:
Choice of 40% material and a honeycomb filling.
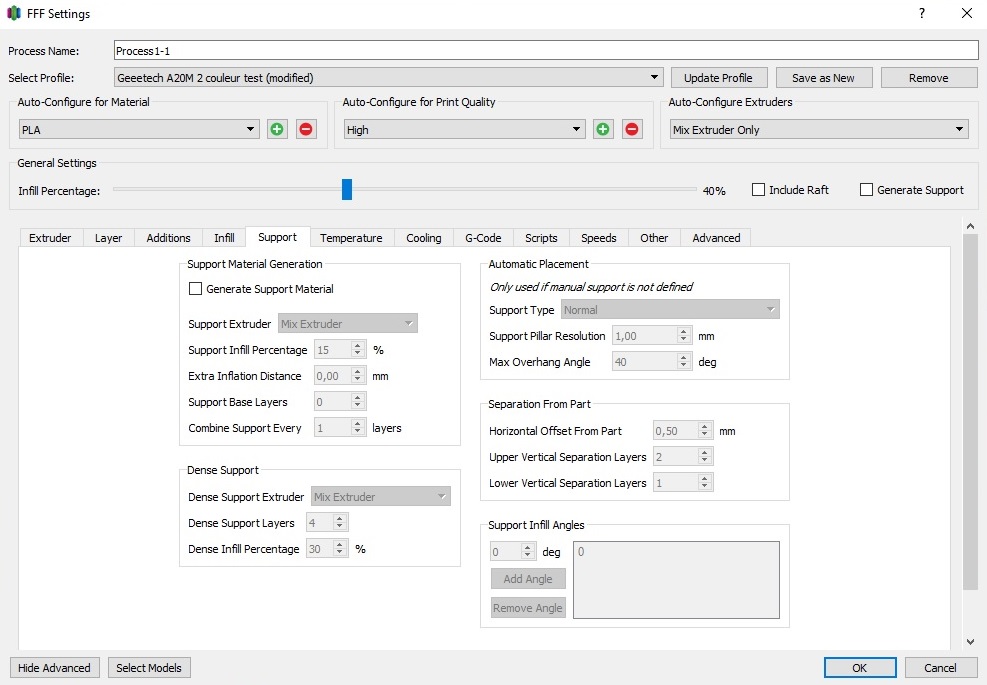
“Support” tab
Not necessary for this case. You can uncheck the box.
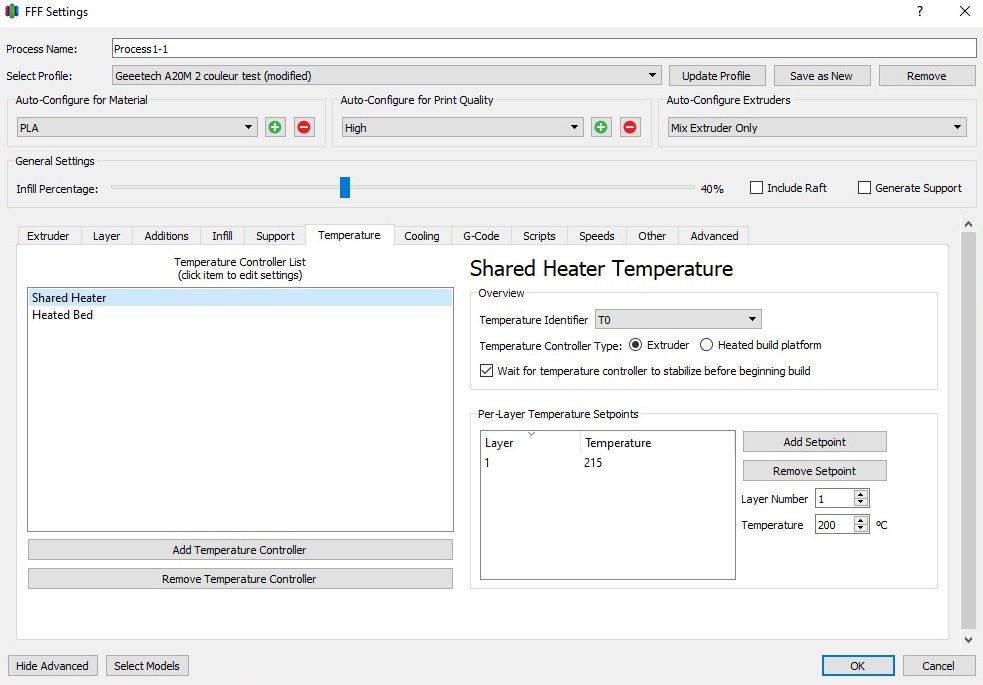
“Temperature” tab
Here you set the extrusion temperature of the PLA (Shared Heater, here 215 ° C) and the temperature of the heating plate (Heated Bed, here 60 ° C)
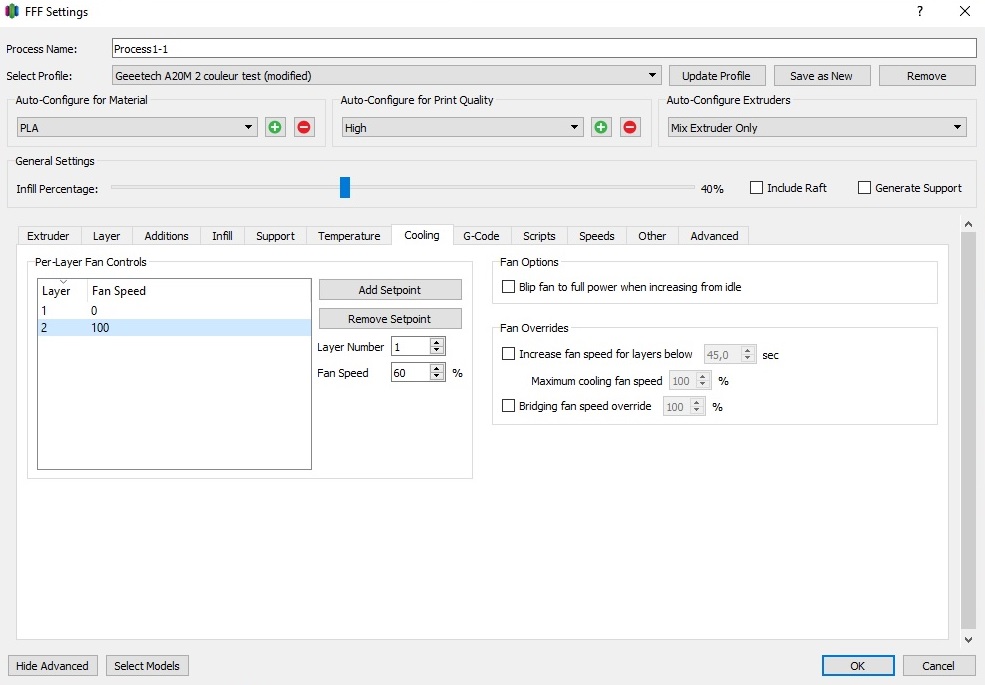
“Cooling” tab
With PLA, leave the default values: first layer without fan, next layer, fan at 100%.
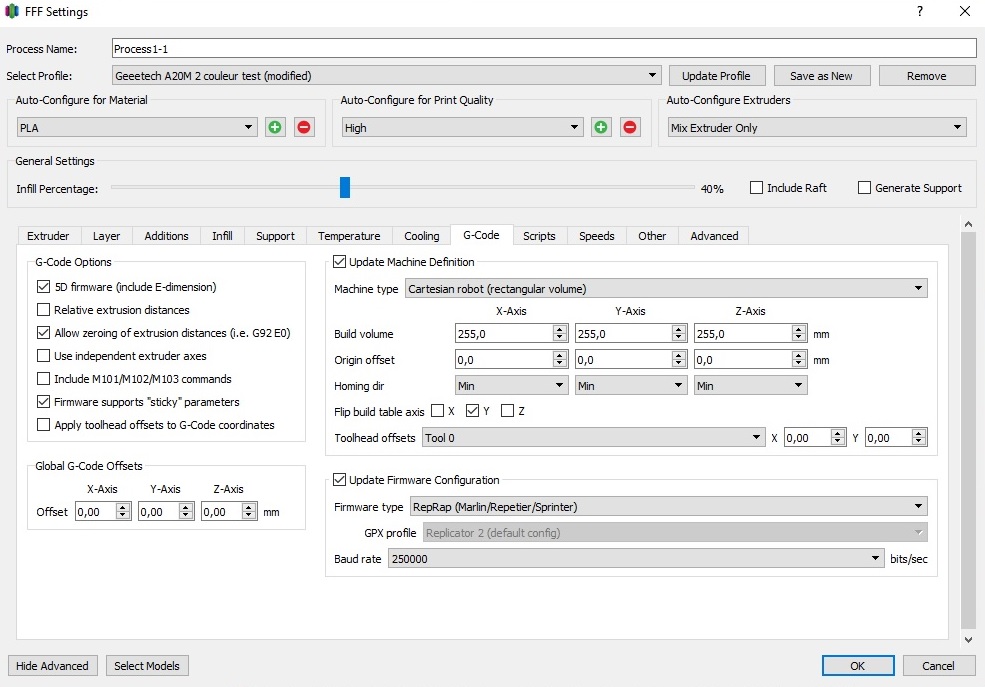
“G-Code” tab
If you wish to use the downloadable profile at the top of the page, you can here modify the characteristics of your printer (Cartesian, delta, printing volume, etc.)
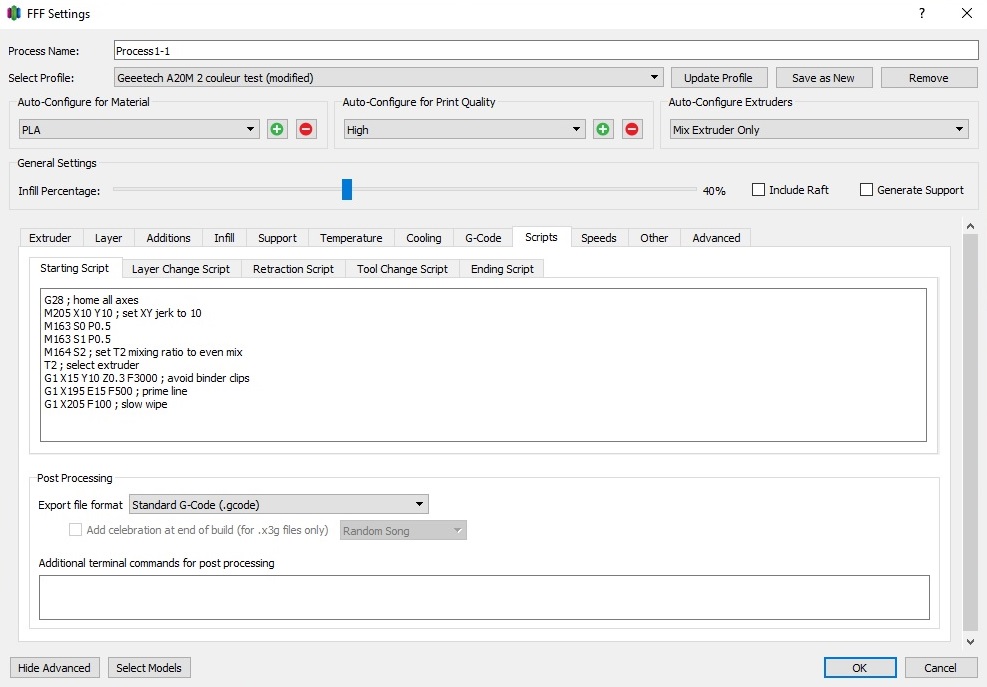
“Scripts” tab
Keep your printer’s default scripts.
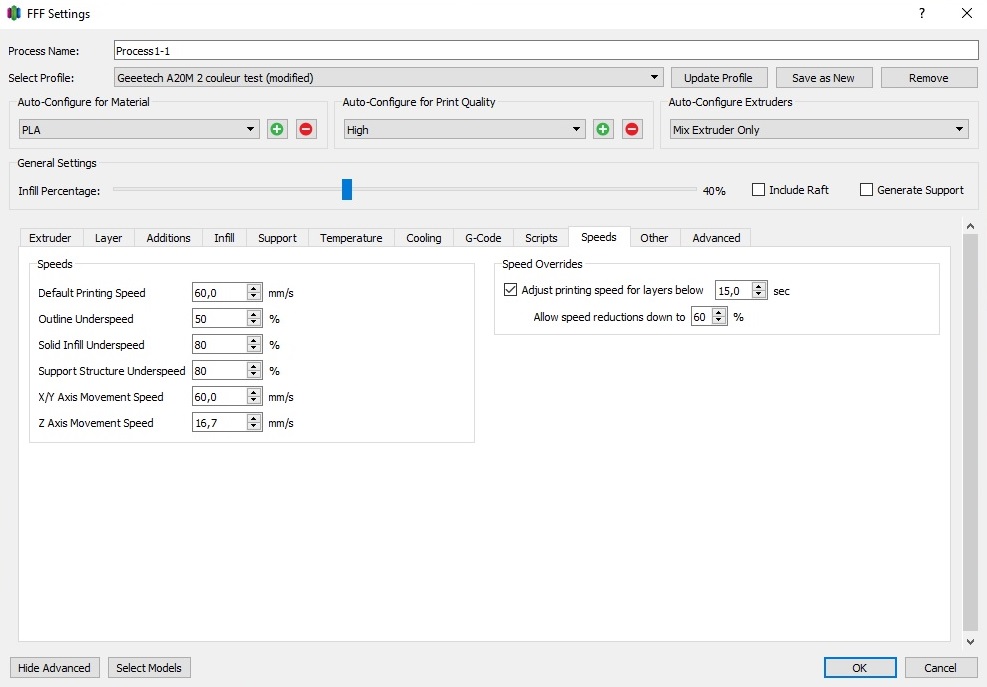
“Speeds” tab
The printing speed depends on the mechanical quality of your printer. At 60mm / s there should be no problems.
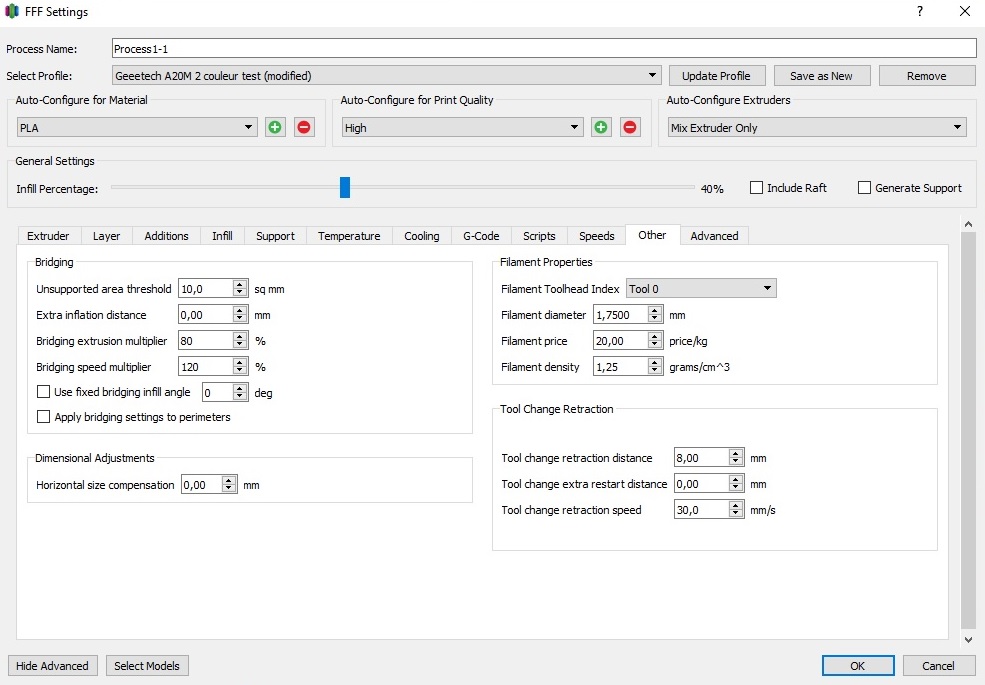
“Other” tab
Adjust the size of your filament, price, density ….
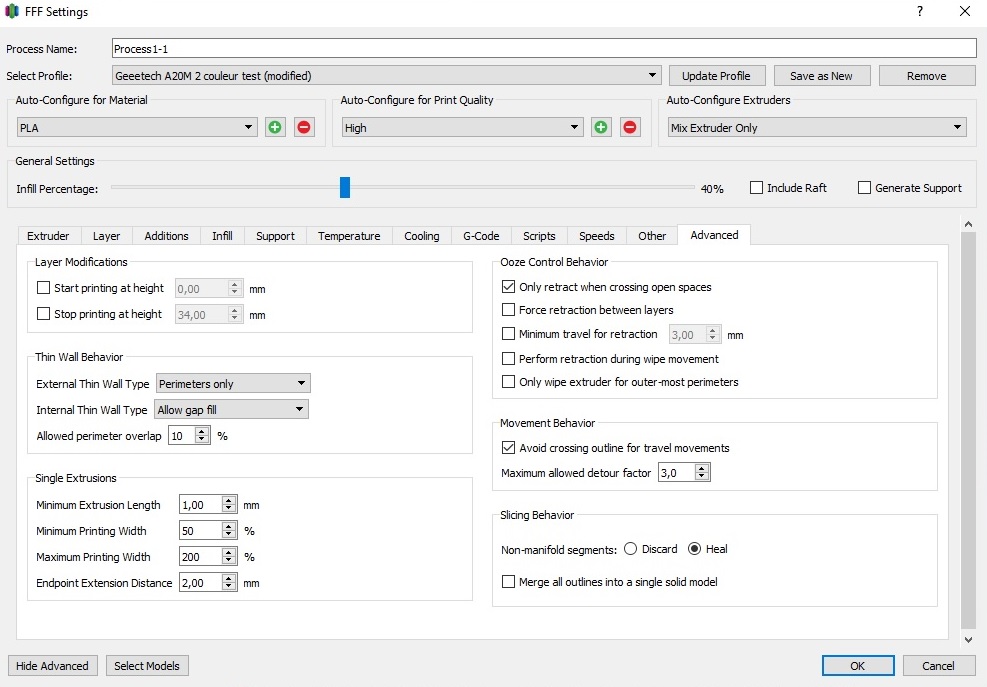
“Advenced” tab
Thin wall behavior: leave “Perimeter only” and “Allow filling of spaces”.